
Cleanroom Flooring Systems for Critical Environments
The right floor is the foundation of every controlled environment. Compare epoxy, vinyl, and raised access systems engineered for pharmaceutical, semiconductor, and biotech cleanrooms.
ISO 1-8
All Classifications
25+ yr
System Lifespan
ESD
Static Dissipative
GMP
FDA Compliant
Cleanroom Flooring Types
Each cleanroom flooring system is engineered for specific ISO classifications, chemical environments, and operational requirements.

Epoxy Floor Coatings
Self-leveling epoxy systems create a seamless, non-porous surface ideal for ISO 5-8 cleanrooms. Chemical-resistant, easy to decontaminate, and available with anti-static (ESD) properties. The most common choice for pharmaceutical and biotech facilities.

Vinyl Sheet Flooring
Heat-welded vinyl sheet provides a continuous, impervious surface with excellent chemical resistance. Coved base transitions eliminate seams where floors meet walls — critical for particle control. Standard in pharmaceutical and medical device manufacturing.
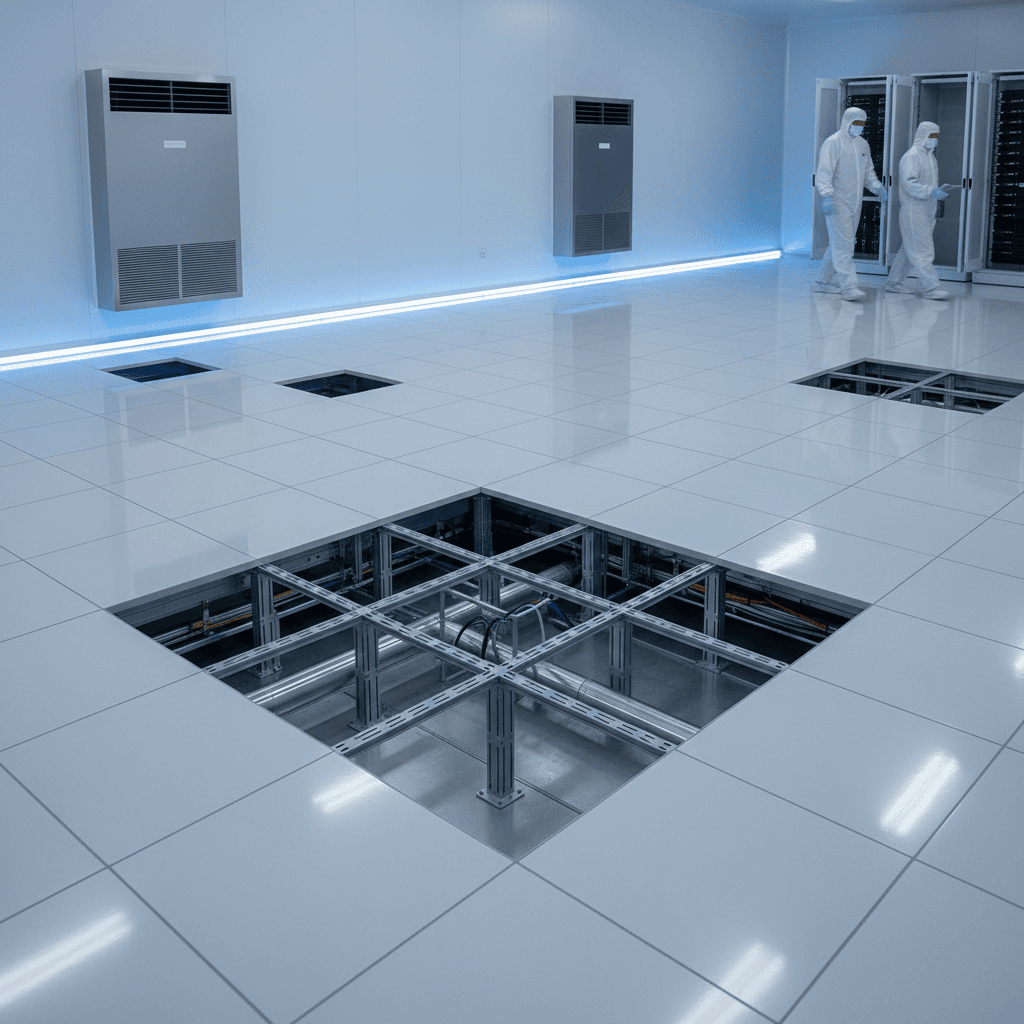
Raised Access Floors
Modular panel systems elevated on pedestals create a plenum for HVAC, electrical, and process piping. Essential for semiconductor fabs where laminar airflow from ceiling to sub-floor is required. Panels are individually replaceable for maintenance access.
Industries We Serve
Cleanroom flooring requirements vary dramatically by industry. Here's how different sectors approach floor specification.
Pharmaceutical & Biotech
GMP-compliant flooring for drug manufacturing, compounding pharmacies, and biologics production. Seamless surfaces that withstand aggressive cleaning agents and meet FDA 21 CFR Part 211 requirements.

Semiconductor & Electronics
ESD-safe raised access floors and conductive coatings for wafer fabrication and chip packaging. Sub-micron particle control requires flooring systems that generate zero outgassing and minimal particle shedding.

Biotechnology & Life Sciences
Floors for cell culture labs, gene therapy suites, and BSL-3/4 containment areas. Impervious surfaces that handle frequent decontamination cycles with hydrogen peroxide, bleach, and formaldehyde without degradation.

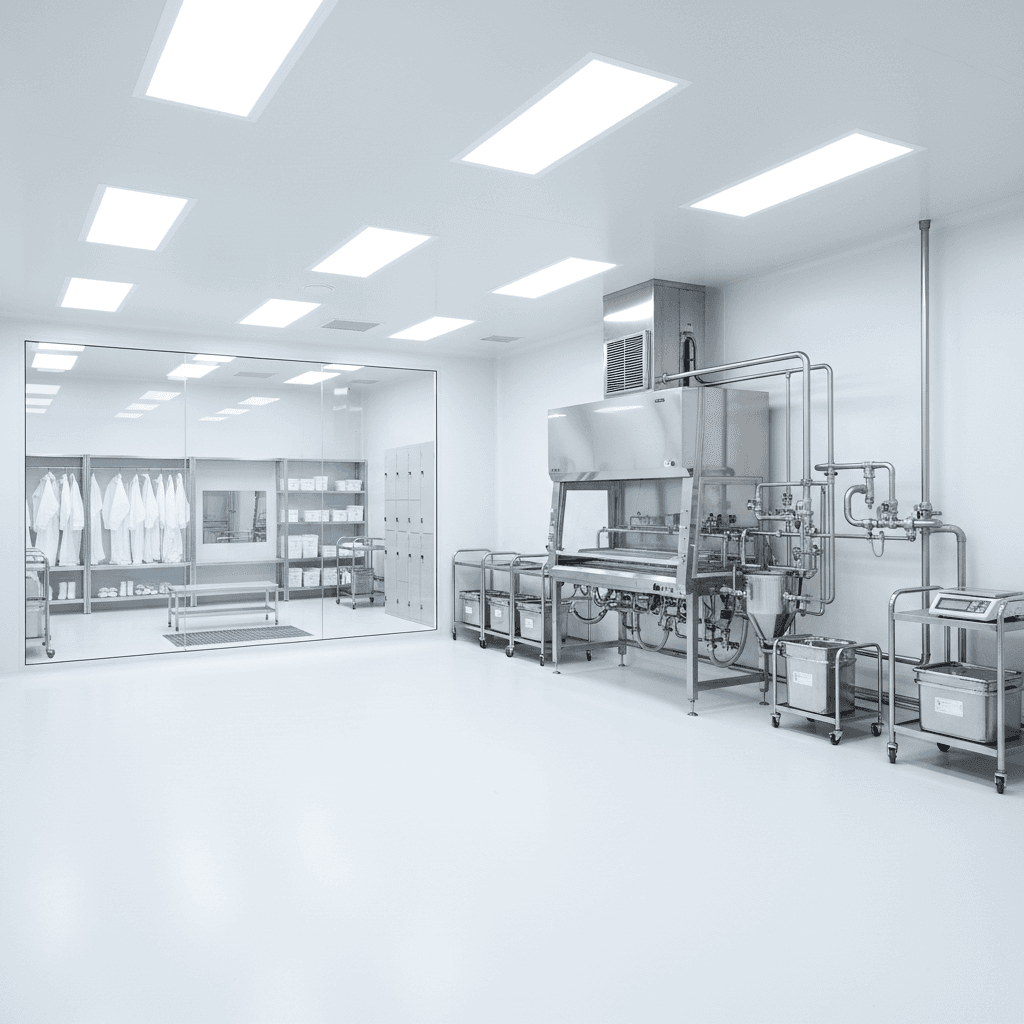
Expert Installation
Every cleanroom floor is only as good as its installation. Proper surface prep, seam welding, and cove base detail make the difference between compliance and contamination.
How to Select Cleanroom Flooring
Six critical factors to evaluate when specifying flooring for a new cleanroom build or retrofit.
ISO Classification
ISO 14644-1 class determines how much particle generation and retention your floor can tolerate. ISO 1-4 environments typically require raised access floors; ISO 5-8 can use epoxy or vinyl.
Chemical Resistance
Match the flooring chemistry to your cleaning agents and process chemicals. Novolac epoxies handle the harshest solvents; standard epoxies cover most pharmaceutical agents; vinyl resists a broad spectrum.
ESD Requirements
Semiconductor and electronics cleanrooms need conductive or dissipative flooring to prevent electrostatic discharge damage. Specify resistance ranges per ANSI/ESD S20.20 or IEC 61340-5-1.
Thermal Cycling
Autoclaves, freeze-thaw processes, and CIP systems subject floors to temperature extremes. Choose materials rated for your operating range — polyurethane cements handle up to 250°F.
Load & Traffic
Forklifts, heavy equipment, and rolling carts create point loads and abrasion. Raised access floors have defined load ratings; resinous floors need appropriate thickness and aggregate for wheeled traffic.
Installation Timeline
Epoxy systems need 3-7 days cure time. Vinyl sheet can be walked on in 24 hours. Raised access floors install dry with no cure time. Factor this into your construction schedule.
ISO 14644-1 Cleanroom Classifications
Understanding your ISO class is the first step in specifying the right flooring system. Higher classes allow more particles and have less stringent flooring requirements.
| ISO Class | Particles/m³ (≥0.5μm) | Typical Application |
|---|---|---|
| ISO 1 | 10 | Cutting-edge semiconductor fabs |
| ISO 2 | 100 | Advanced semiconductor production |
| ISO 3 | 1,000 | Semiconductor, nanotechnology |
| ISO 4 | 10,000 | Semiconductor, optics, MEMS |
| ISO 5 | 100,000 | Pharma (Grade A), aseptic fill |
| ISO 6 | 1,000,000 | Pharma (Grade B), biotech |
| ISO 7 | 10,000,000 | Pharma (Grade C), medical devices |
| ISO 8 | 100,000,000 | Pharma (Grade D), general assembly |
Particle counts per cubic meter at ≥0.5μm particle size per ISO 14644-1:2015
Frequently Asked Questions
Get a Cleanroom Flooring Quote
Tell us about your cleanroom project and we'll connect you with qualified flooring contractors who specialize in controlled environments.
